 中文版
中文版 ENGLISH
ENGLISH

宁波灵峰耐磨件有限公司
地址:浙江省宁波市鄞州区云龙镇荷花桥工业区
电话:0574-88474588 88344728
传真:0574-88345728
邮箱:Master@nblfcast.com
John@nblfcast.com
网址:www.getlf.com



宁波灵峰耐磨件有限公司
地址:浙江省宁波市鄞州区云龙镇荷花桥工业区
电话:0574-88474588 88344728
传真:0574-88345728
邮箱:Master@nblfcast.com
John@nblfcast.com
网址:www.getlf.com
我公司购买的ZL50G型轮式装载机,其全新的铲斗用于推装碎石工况时,铲斗斗齿平均使用寿命约为15个台班(8 h为1个台班),而主切削板使用100个台班便会变薄,强度降低,甚至出现断裂。
若更换主切削板,工艺要求非常严格,必须保证主切削板与铲斗之间的几何尺寸。但已经变形的铲斗,其几何尺寸定位较为困难,焊接过程中产生的热变形也很难控制,由此造成维修不便,同时费用也很高。根据统计,每年每台装载机仅铲斗磨损产生维修费用就高达2.3万元,用于维修铲斗的停机时间约100 h。鉴于以上问题,决定对铲斗进行改进。
1.改装齿座和斗齿
原装斗齿结构为M20螺栓贯穿固定式,使用寿命低,尤其两边斗齿的结构由于设计有缺陷,导致其强度较低。加上司机经常利用边斗齿作业,一般在平均使用寿命期间边斗齿都要断掉1~2次。每次更换斗齿,都需使用气割等工具将原螺栓割掉,再更换新品,单次更换成本大约1300元左右。
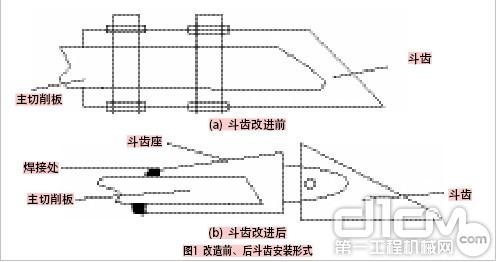
改进方案如下:将原装斗齿卸下,在原来的主切削板上焊接某型国产横销式斗齿座,再安装快速拆装式斗齿,最后再对边斗齿薄弱部位进行加固即可。改进前、后斗齿安装形式如图1所示。改进后更换全部斗齿只需要1把手锤和1根撬杠即可,司机在15 min即可独自换完,大大降低了维修工期。
2.加装附加切削板
先在原主切削板每2个斗齿之间各钻2个直径21 mm的固定孔,固定孔间距为220 mm。再将附加切削板固定在主切削板上。待附加切削板磨损接近于主切削板时,再将附加切削板掉头使用。这种方法可以充分利用附加切削板,有效节约材料。经对附加切削板在工作时最大承受力和耐磨性分析,决定采用Q460钢板制作,其规格如图2所示。








 淘宝旺旺
淘宝旺旺
 msn
msn
